
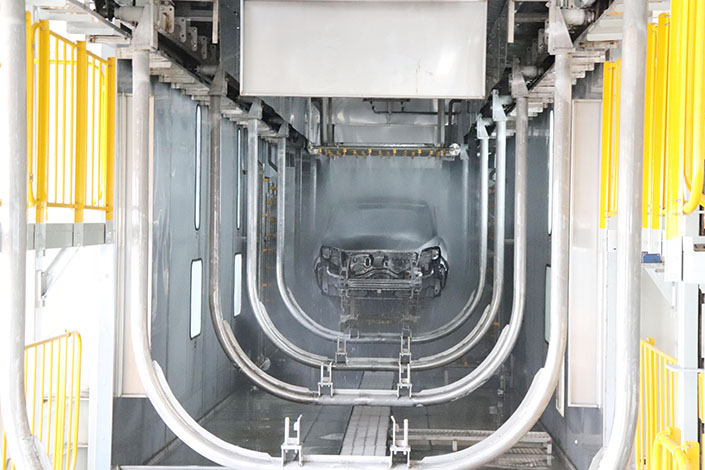
Pihustustüüpi eeltöötluse tootmisliin

Katte eeltöötlus hõlmab rasvaärastus (rasvaärastus), rooste eemaldamine, kolme osa fosfaatimine.Fosfaadimine on keskne lüli, rasvaärastus ja rooste eemaldamine on ettevalmistusprotsess enne fosfaatimist, seega ei peaks tootmispraktikas keskenduma ainult fosfaatimistööle, vaid lähtuma ka fosfaatimiskvaliteedi nõuetest, tegema head tööd lisaks õli ja rooste eemaldamine, pöörake eriti tähelepanu nende vastastikusele mõjule.
Rasvaärastus, roostetamine
Tööstuse arenedes on keskkonnakaitse ja töötingimuste parandamine muutunud inimeste ühiseks mureks.Seetõttu tuleks ainete valikul arvesse võtta keskkonnakaitse vajadust.Seetõttu nõuab õlieemaldusvahendi valik lihtsat valmistamist, dekonoulutusvõime on tugev, ei sisalda naatriumhüdroksiidi, silikaati, OP emulgaatorit ja muid toatemperatuuril raskesti puhastatavaid komponente, toatemperatuuril kergesti pestav, ei sisalda toksilisi aineid ained, ei tekita kahjulikke gaase, head töötingimused.Roosteeemaldaja valimine nõuab promootorite, korrosiooniinhibiitorite ja inhibiitorite lisamist, võib parandada rooste eemaldamise kiirust, takistada töödeldava detaili ülekorrosiooni ja vesiniku rabedust, võib paremini pärssida happeudu.Eriti väärib happeudu pärssimist, mis ilmneb happeudu peitsimisel, seadmete ja seadmete korrosiooni, mitte ainult ei saasta keskkonda, vaid võib põhjustada hammaste lagunemist, hammaste sidekesta punetust, pisaraid, valu, kurgu kuivust, köha ja muid sümptomeid. , nii tõhusalt pärsib happe udu, mitte ainult keskkonnakaitse vajadust või töötaja tervise huvides.



Vesipesu
Pesemine peale õlieemaldust ja rooste eemaldamist, kuigi see kuulub värvimiseelse abiprotsessi hulka, vajab ka piisavalt tähelepanu.Pärast õli eemaldamist ja rooste eemaldamist on töödeldava detaili pind lihtne nakkuda mõne mitteioonse pindaktiivse aine ja CL-ga.Kui neid jääkaineid ei puhastata põhjalikult, võivad need põhjustada fosfaadikihi õhenemist, lineaarseid defekte ja isegi fosfaatimist.Seetõttu tuleb õli- ja rooste eemaldamise järgse veepesu kvaliteedi parandamiseks läbida mitu loputust, kaks loputust, aeg 1-2min ja sageli vett vahetada, et vee PH väärtus oleks vahemikus 5-7 .
Fosfaadimine
Niinimetatud fosfaatimine viitab metallist toorikule pärast divesinikfosfaathappe lahusega töötlemist, keemilist reaktsiooni ja selle pinnale stabiilse lahustumatu fosfaatkile kihi tekitamiseks, kilet nimetatakse fosfaatkileks.Fosfaadikile peamine eesmärk on suurendada katte nakkuvust ja parandada katte korrosioonikindlust.Fosfaatimise meetodeid on palju, vastavalt fosfaatimise temperatuurile, need võib jagada kõrge temperatuuriga fosfatimiseks (90-98 ℃), keskmise temperatuuriga fosfaatimiseks (60-75 ℃), madala temperatuuriga fosfaatimiseks (35-55 ℃) ja normaaltemperatuuriks. fosfaatimine.
Passiveerimine
Fosfaadikile passiveerimistehnoloogiat kasutatakse laialdaselt Põhja-Ameerikas ja Euroopa riikides.Passiveerimistehnoloogia põhineb fosfaatkile enda omadustel.Fosfaadikile on õhuke, tavaliselt 1-4 G / m2, maksimum ei ületa 10 g/m2, vaba pooride pindala on suur ja kile enda korrosioonikindlus on piiratud.Mõnel juhul võib isegi kiire kollase rooste kuivamise ajal pärast fosfateerimist kinnise passivatsiooniga töötlemist fosfateerida kile pooridega metalli oksüdatsioon või passivatsioonikihi moodustumine, fosfaatkile võib täita, oksüdeeruda, muuta fosfaatkile stabiilseks. õhkkond.
Fosfaadikile kuivatamine
Fosfaadikile kuivatamisel võib olla kaks rolli, ühelt poolt on see ette valmistada järgmiseks protsessiks fosfaatkile pinnalt vee eemaldamiseks, teiselt poolt on see kile korrosioonikindluse edasine parandamine. pärast katmist.
Pinnakatte eeltöötlusliini rajamiseks tuleb protsessi projekteerimine lõpule viia enne mittestandardsete seadmete projekteerimist, tootmist ja paigaldamist.Seetõttu on tootmisliini aluseks protsessi ülesehitus ning õigel ja mõistlikul marsruudil on hea mõju tootmistegevusele ja toote kvaliteedile.
Kasutatakse igasuguste tooriku värvimiseks, muid mudeleid saab kohandada.
Seotud tooted
-

Autokabiini elektroforeesi tootmisliin
Elektroforeetiline värvimine hõlmab üldiselt nelja samaaegset protsessi 1. Elektroforees: alalisvoolu elektrivälja toimel positiivse ja negatiivse laenguga kolloidosakesed liiguvad negatiivses, positiivses suunas, mida nimetatakse ka ujumiseks.2. Elektrolüüs: oksüdatsiooni redutseerimisreaktsioon viiakse läbi elektroodil, kuid oksüdatsiooni ja redutseerimise nähtus moodustub ...
